
冲压加工常见的四种成型工艺!
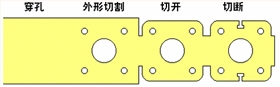
冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线弯成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压件形状的冲压工序(包括翻边、胀形、校平和整形工序等)。
工艺特点
1、冲压是一种高生产效率、低材料消耗的加工方法。冲压工艺适用于较大批量零件制品的生产,便于实现机械化与自动化,有较高的生产效率,同时,冲压生产不仅能努力做到少废料和无废料生产,而且即使在某些情况下有边角余料,也可以充分利用。
2、操作工艺方便,不需要操作者有较高水平的技艺。
3、冲压出的零件一般不需要再进行机械加工,具有较高的尺寸精度。
4、冲压件有较好的互换性。冲压加工稳定性较好,同一批冲压件.可相互交换使用,不影响装配和产品性能。
5、由于冲压件用板材作材料,它的表面质量较好,为后续表面处理工序(如电镀、喷漆)提供了方便条件。
6、冲压加工能获得强度高、刚度大而重量轻的零件。
7、用模具批量生产的冲压件成本低廉。
8、冲压能制造出其它金属加工方法难加工出的形状复杂的零件。
冲压设备
按传动结构:手动冲压机,液压冲床,高速机械冲床
按加工精度:普通冲床,精密冲床
按使用范围:普通冲床,专用冲床
加工特点
1. 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。
2. 冲压的质量稳定,互换性好,具有“一模一样”的特征。
3. 冲压的强度和刚度均较高。
4. 冲压件的成本较低。
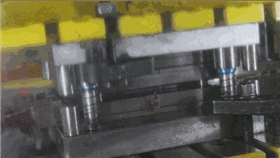
(实际上它的速度如此之快)

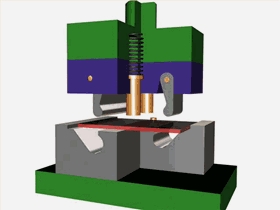
(拉伸的过程要一点一点的来)

(圆形工件弯折)

(摆件式工件弯折)
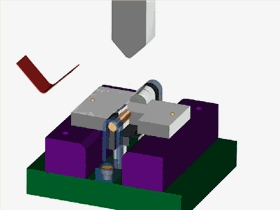

(V字形弯折)
这就是关于五金冲压的基本成型工序,对于精密冲压的区别就在于成型后的裁切口,板材表面不会有划痕,毛刺,披锋。且效率高于普通的五金连续冲压几倍。
 新能源汽车低压线束端子--母端
新能源汽车低压线束端子--母端 新能源汽车低压线束端子--母端
新能源汽车低压线束端子--母端 新能源汽车低压线束端子--母端
新能源汽车低压线束端子--母端 新能源汽车低压线束端子--插孔
新能源汽车低压线束端子--插孔